Motown21トップ
>
技術革新
> 作業現場の智恵
作業現場の智恵 板金塗装編
■
■
作業ではなくパネルへの取り組みを変えること
■
■
当社での対処や考え方は次の通りです。
作業の流れは、実は前述の流れと基本的には変わりません。変えたのは、パネルに対する考え方と見方、塗膜に対する見方を改善したのです。
鈑金工程では、従来どおりのハンマリングやスタッド溶接による引き出し作業、デント的な鈑金などでOKです。
変えるのは「波及面をあまり追わない」と言うことです。
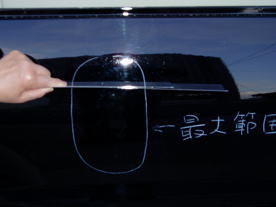
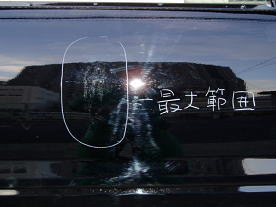
ベテランの鈑金作業者は、従前からあまり叩かないと思いますが、それを視覚的に判断し、パテスケールや差し金、色々な測定器を用いて、「若干の歪みを残して鈑金作業を完了するはりのある状態にする」ということです。
自社それぞれの判断で、パテで歪みが “抜ける”範囲を考えて「若干の凹みを残す」ことがミソです。いま一つのミソは、「塗膜面をあまり荒らさない」ようにし次の工程塗膜の剥離に移ります。
(写真1-1、1-2、1-3)
写真 1-1
写真 1-2
写真 1-3
この工程が大変重要で、鈑金時に荒らしていない塗膜面は剥離しません。どういう事かというと、鈑金でのハンマリング等で「割れがでている場所のみを剥離する」という事です。(写真2)
写真 2
次にフェザーエッジのサンディングですが、従来のように「シビアに塗膜をフラットにしない」ということです。剥がしてある塗膜面の荒れ(ギザギザのみ)削ります。そして残っているパネルの歪みとその回り2?ほどを、120番程度のサンドペーパーで足づけのようにサンディングします。重要なのは、「新車塗膜のクリアー層を傷つけるのみ」にし、できる限り下のカラーベース層を出さないようにします。(写真3)
写真 3
サンディング後、再度確認作業をしたのちシリコンオフ等で脱脂し、パテ付けに入ります。パテ付けは、使える範囲で、なるべくパテスケールを使って整形し、サンディングの時間を短くします。ポイントは、「パテはしごくように歪みの最大範囲に付けます」。
(写真4-1、4-2、4-3、4-4)
パテの成分はなるべく樹脂分が多く硬くなり、鉄と塗膜両方に付けられるものを使用し、乾燥機でキチンと乾燥させます。歪みが深かったり、スケールの許容範囲を超えているものは、鉄板の部分のみ従来の鈑金パテを使用して、一次仕上げを行います。ここでも上記のようななるべく樹脂分が多く、かなり硬いパテを使いますのでパテスケールはサンディングの時間を短縮させます。
写真 4-1
写真 4-2
写真 4-3
写真 4-4
以上が弊社で根本的に作業改善をし、能率的な作業に成功しました。要は、
?鉄板のでている部分と各塗膜層を、硬くて伸縮のないパテで、押さえ込んでしまい。?スケールに よってサンディングを少なくしすることで時間短縮でき、?クリアー層のみの“傷”で抑えてしまい、下の層を荒らさないということで、根本的に塗装やサフェーサーの伸縮を抑え込んでしまえます。この後の工程は通常通りの工程でかまいません。
いかがでしょうか? “なんだ 結局小手先だけかよ”と思ったのでは・・・・・。
この「小手先」が作業の知恵なのです。こうした小手先も含めて「作業マニュアル」として編集し、そのマニュアルに基づいて作業者全員が同じ作業方法が取れるようにすることがとても肝心です。そのことによって、作業の均一性が図られお客様から大きな信頼を受けることになるのではないでしょうか。当社もまだまだの改善が必要だとつくづく思います。これに限らず、色々な作業改善について、努力していきたいと思います。
次回は、今回の続きとして「パテスケールを使った上手なパテ付け」の解説と、「その後の塗装下地までの処理」についてご紹介させていただきます。
鈴木 一也 氏(鈴木オートサービス代表)
→
1
2
3
4
|
トップページ
|
MOTOWN21とは
|
事業多角化
|
使えるツール集
|
優良会員紹介
|
会員募集
|
メルマガ
|
掲示板
|
|
MOTOWN21事務局案内
|
特定商取引法表記
|
プライバシーポリシー
|
サイトマップ
|
リンク
|
お問合せ
|
MOTOWN21事務局
Email :
info@motown21.com
〒236-0046
横浜市金沢区釜利谷西5-4-21
TEL:045-790-3037 FAX:045-790-3038
Copyright(C) 2005 Tio corporation Ltd., All rithts reserved. Powered by
Yoshi Web Service